

Sistemas de fabricación CIM
O sistema de fabricación CIM (Computer Integrated Manufacturing - Fabricación Integrada por Computador) incorpora una nova filosofía de produción.

As características e necesidades do mercado cambiaron radicalmente nos últimos anos, polo que as planificacións das empresas tiveron que adaptarse paira sobrevivir. Conceptos como calidade, flexibilidade, prazos curtos de entrega do produto, stock cero están a implantarse con maior forza. Doutra banda, e grazas ao desenvolvemento da tecnoloxía informática, dispomos de máquinas paira recoller e traballar con moitos datos. Os detectores recollen e envían estes datos ao computador.
A principal característica da empresa do futuro é a súa competitividade: conseguir una maior calidade fai que as cousas se fagan máis baratas e máis rápidas. Paira iso é necesario dispor dos equipos máis avanzados (robots, máquinas-ferramenta con control numérico, autómatas programables, manipuladores…), pero os conceptos fundamentais son o control, a automatización, a integración e a comunicación.
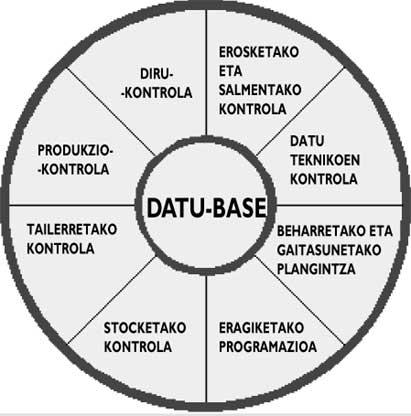
O concepto CIM céntrase na integración. Todos os pasos que se dan durante o proceso de fabricación están programados previamente. Todos os datos contidos nunha mesma base de datos serven paira realizar diferentes operacións: deseño, control de produción, planificación, contabilidade, compras, control de calidade, mantemento, etc. A tecnoloxía da información permite integrar todas as actividades da empresa.
Por suposto, a informática é imprescindible e quen senta diante do computador xeral ten a capacidade de conducir toda a instalación e proceso. El decidirá o número de pezas a realizar, a operación a utilizar e a operación a realizar e poderá acceder en calquera momento a todos os datos e estatísticas do sistema. Todo iso sen interromper a cadea de produción nin cambiar de ferramenta nin tocar nada.
Una das vantaxes máis importantes desta tecnoloxía é a simulación previa. Nel pódese realizar una simulación de todo o sistema paira evitar colisións, seleccionar robots, medir o tempo de operación e, en definitiva, mellorar o sistema e corrixir fallos.

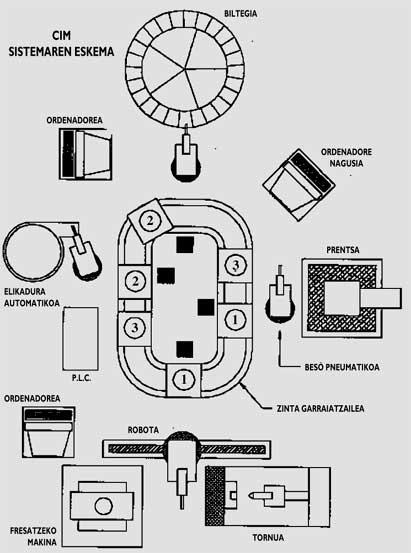
O sistema CIM está composto, entre outros, polos seguintes instrumentos:
- Utilízase cinta transportadora ou sistema similar. Serve paira transportar pezas e pódese dicir que é o eixo do sistema CIM, xa que todas as demais máquinas ou ferramentas colócanse á súa ao redor. Utilizando o lector de código de barras ou detector similar, o computador central saberá onde e en que pasos do proceso atópase cada peza paira posteriormente enviar varias ordes. O transportador ten a capacidade de deter una peza mentres o resto das pezas, incluído o propio transportador, continúan en movemento. Isto permite realizar una operación nesta etapa sobre unha peza, sen interferir no traballo de todos os demais compoñentes do sistema.
- Fresadora de control numérico e torno: son as máquinas ferramentas utilizadas no mecanizado de pezas. O torno é ideal paira accionar pezas cilíndricas: cilindrado, refrentado, torneado cónico, roscado, etc. pendente. As capacidades da fresadora son maiores, xa que as pezas non deben ser cilíndricas: sacos, escuadrado de paralelepípedos, rodeado de pezas de forma irregular, talla de ranuras rectas e circulares, etc. O control numérico é unha linguaxe de programación que este tipo de máquina ferramenta “entende” o mecanizado automático. Mediante esta linguaxe programar que facer, onde empezar, onde terminar e a que velocidade traballará a ferramenta. Actualmente o control numérico realízase por computador (utilizando programas denominados CAD CAM). No computador debúxanse as pezas iniciais, establécense as condicións de mecanizado e determínase o deseño final da peza, e tras o programa de control numérico, a máquina de conectar o computador á máquina e fresar ou o torno realizará o traballo completo, é dicir, sen que o home toque nada máis. Ademais, e si ten varios programas na memoria, podémolos executar automaticamente, conseguindo una gran flexibilidade.
- Robot: é un brazo automático que realiza operacións de gran precisión. O seu movemento é preciso e ao mesmo tempo preprogramado, capaz de pór en marcha máis dunha articulación, conseguindo movementos máis suaves. Moitas veces utilízanse paira transportar pezas dun lugar a outro, desde o transportador até o torno, pero tamén se poden utilizar paira soldar, pintar e traballar en ambientes perigosos paira o ser humano en xeral.
- Elementos pneumáticos: son elementos que se desprazan utilizando a forza do aire comprimido. O aire comprimido, ademais de ser limpo e barato, é capaz de conseguir movementos de gran precisión e velocidade. Tamén ten os seus contras: é ruidoso e non é fácil controlar a velocidade do movemento. Moi utilizada paira encaixar pezas, alimentación automática de pezas, etc.
- Almacén: é o lugar onde se almacenan as diferentes pezas. Tanto pezas sinxelas como conxuntos mecánicos despois da montaxe. Moitas veces utilízase o brazo pneumático paira levar as pezas ao almacén e recollelas do almacén. O computador central coñecerá en calquera momento a peza que hai en cada recuncho do almacén.
- Autómata programable ou PLC: como en xeral utilízase un autómata por cada máquina de control, na maioría dos casos será máis dun autómata. En calquera caso, o PLC principal estará presente en todos os sistemas CIM. Existen detectores ao longo de todo o sistema que transmiten o sinal ou mensaxe ao PLC ou autómata principal. Isto le estes sinais de entrada e, baseándose no seu programa, envía ordes. Por suposto, paira poder facer todo isto é necesario que todo o sistema estea interconectado. Un computador podía facer o mesmo, pero a industria usa autómatas, máis baratos e máis fáciles de programar. Cando a complexidade aumenta, utilizarase o computador.
 A área de tecnoloxía e enxeñaría paira o proceso de automatización está moi desenvolvida, pero noutros ámbitos aínda hai moito que facer.
A área de tecnoloxía e enxeñaría paira o proceso de automatización está moi desenvolvida, pero noutros ámbitos aínda hai moito que facer. - Software: neste sistema teñen gran importancia os programas informáticos. Ademais, son moitos e diferentes: de cada máquina, comunicación entre sistemas, deseño, simulación, xestión... Entre eles pódense citar:-
Módulo CAD-CAM (Computer Advanced Design - Computer Advanced Manufacturing). Tal e como se explicou anteriormente, trátase dun módulo de deseño e
mecanizado automático.- módulo CAE (Computer Advanced Engineering). Con iso, a influencia de forzas externas tras o deseño do sólido ou estrutura, tensións internas e externas, temperatura portátil, vibracións, campos magnéticos, diferentes tipos de materiais, etc. analízanse co fin de coñecer de antemán a peza, o conxunto mecánico ou o comportamento da
estrutura.- Módulo CAEDE (Computer Advanced Electronic Design). Este módulo consiste no deseño e simulación de circuítos e cartóns electrónicos.- Módulo
CAPP (Computer Advanced Processing Planification). Pode realizar simulación, análise e planificación de operacións industriais.
- Módulo CACP (Computer Advanced Control Production). Este módulo traballa cunha base de datos paira calcular o control de produción e o custo do produto. - Resto de apartados: non os mencionarei pero si que os coñezo.
A área de tecnoloxía e enxeñaría paira o proceso de automatización está moi desenvolvida, pero noutros ámbitos (loxística, planificación, xestión...) aínda hai moito que facer. A medida que avanza, o seu impacto será evidente en todos os sectores.
Un sistema CIM non só serve paira a produción, senón tamén paira a investigación, por exemplo, paira estudar o comportamento de novos materiais de ferramenta. A capacidade de flexibilidade e simulación é a ferramenta perfecta paira realizar todas as probas e análises que se realicen antes de que un produto salga ao mercado.
Non é fácil implantar un sistema CIM. Esta tecnoloxía é coñecida pero só está a ser utilizada nalgunhas multinacionais. Por unha banda, hai que facer moito investimento e por outro, a instalación deste tipo de equipamento fai cambiar a organigrama e a mentalidade da empresa. Perda de postos de traballo e reciclaxe do persoal restante. Todo iso ten importantes consecuencias sociais e económicas. Por iso, ás veces colócanse sistemas “mixtos”, é dicir, interponse algún operario durante o proceso. Con todo, as vantaxes son evidentes: orientación informativa, control de custos, flexibilidade, maior dedicación aos cambios que se producen, etc. Non podemos perder o tren do desenvolvemento. O CIM é sen dúbida una tecnoloxía de produción actual e sobre todo de futuro.
Zu idazle
Zientzia aldizkaria

