

Sistemes de fabricació CIM
El sistema de fabricació CIM (Computer Integrated Manufacturing - Fabricació Integrada per Ordinador) incorpora una nova filosofia de producció.

Les característiques i necessitats del mercat han canviat radicalment en els últims anys, per la qual cosa les planificacions de les empreses han hagut d'adaptar-se per a sobreviure. Conceptes com a qualitat, flexibilitat, terminis curts de lliurament del producte, estoc zero s'estan implantant amb major força. D'altra banda, i gràcies al desenvolupament de la tecnologia informàtica, disposem de màquines per a recollir i treballar amb moltes dades. Els detectors recullen i envien aquestes dades a l'ordinador.
La principal característica de l'empresa del futur és la seva competitivitat: aconseguir una major qualitat fa que les coses es facin més barates i més ràpides. Per a això és necessari disposar dels equips més avançats (robots, màquines-eina amb control numèric, autòmats programables, manipuladors…), però els conceptes fonamentals són el control, l'automatització, la integració i la comunicació.
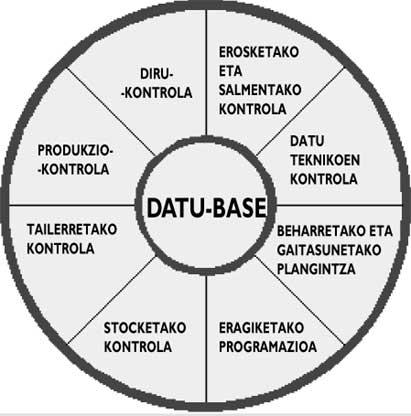
El concepte CIM se centra en la integració. Tots els passos que es donen durant el procés de fabricació estan programats prèviament. Totes les dades contingudes en una mateixa base de dades serveixen per a realitzar diferents operacions: disseny, control de producció, planificació, comptabilitat, compres, control de qualitat, manteniment, etc. La tecnologia de la informació permet integrar totes les activitats de l'empresa.
Per descomptat, la informàtica és imprescindible i qui se senti davant de l'ordinador general té la capacitat de conduir tota la instal·lació i procés. Ell decidirà el nombre de peces a realitzar, l'operació a utilitzar i l'operació a realitzar i podrà accedir en qualsevol moment a totes les dades i estadístiques del sistema. Tot això sense interrompre la cadena de producció ni canviar d'eina ni tocar res.
Una dels avantatges més importants d'aquesta tecnologia és la simulació prèvia. En ell es pot realitzar una simulació de tot el sistema per a evitar col·lisions, seleccionar robots, mesurar el temps d'operació i, en definitiva, millorar el sistema i corregir fallades.

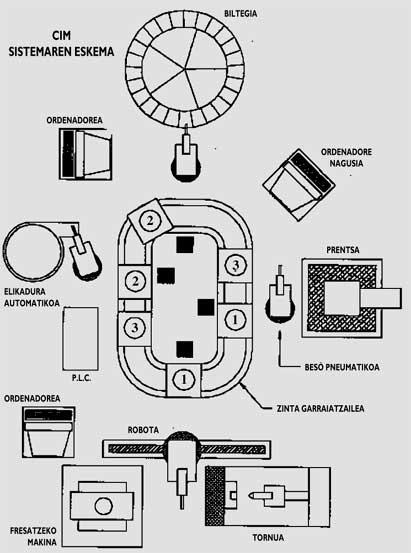
El sistema CIM està compost, entre altres, pels següents instruments:
- S'utilitza cinta transportadora o sistema similar. Serveix per a transportar peces i es pot dir que és l'eix del sistema CIM, ja que totes les altres màquines o eines es col·loquen al seu voltant. Utilitzant el lector de codi de barres o detector similar, l'ordinador central sabrà on i en quins passos del procés es troba cada peça per a posteriorment enviar diverses ordres. El transportador té la capacitat de detenir una peça mentre la resta de les peces, inclòs el propi transportador, continuen en moviment. Això permet realitzar una operació en aquesta etapa sobre una peça, sense interferir en el treball de tots els altres components del sistema.
- Fresadora de control numèric i torn: són les màquines eines utilitzades en el mecanitzat de peces. El torn és ideal per a accionar peces cilíndriques: cilindratge, refrentado, tornejat cònic, roscat, etc. pendent. Les capacitats de la fresadora són majors, ja que les peces no han de ser cilíndriques: sacs, escairat de paral·lelepípedes, envoltat de peces de manera irregular, talla de ranures rectes i circulars, etc. El control numèric és un llenguatge de programació que aquest tipus de màquina eina “entén” el mecanitzat automàtic. Mitjançant aquest llenguatge es programa què fer, on començar, on acabar i a quina velocitat treballarà l'eina. Actualment el control numèric es realitza per ordinador (utilitzant programes denominats CAD CAM). En l'ordinador es dibuixen les peces inicials, s'estableixen les condicions de mecanitzat i es determina el disseny final de la peça, i després del programa de control numèric, la màquina de connectar l'ordinador a la màquina i fresar o el torn farà el treball complet, és a dir, sense que l'home toqui res més. A més, i si té diversos programes en la memòria, els podem executar automàticament, aconseguint una gran flexibilitat.
- Robot: és un braç automàtic que realitza operacions de gran precisió. El seu moviment cal i al mateix temps preprogramado, capaç de posar en marxa més d'una articulació, aconseguint moviments més suaus. Moltes vegades s'utilitzen per a transportar peces d'un lloc a un altre, des del transportador fins al torn, però també es poden utilitzar per a soldar, pintar i treballar en ambients perillosos per a l'ésser humà en general.
- Elements pneumàtics: són elements que es desplacen utilitzant la força de l'aire comprimit. L'aire comprimit, a més de ser net i barat, és capaç d'aconseguir moviments de gran precisió i velocitat. També té les seves contres: és sorollós i no és fàcil controlar la velocitat del moviment. Molt utilitzada per a encaixar peces, alimentació automàtica de peces, etc.
- Magatzem: és el lloc on s'emmagatzemen les diferents peces. Tant peces senzilles com conjunts mecànics després del muntatge. Moltes vegades s'utilitza el braç pneumàtic per a portar les peces al magatzem i recollir-les del magatzem. L'ordinador central coneixerà en qualsevol moment la peça que hi ha en cada racó del magatzem.
- Autòmat programable o PLC: com en general s'utilitza un autòmat per cada màquina de control, en la majoria dels casos serà més d'un autòmat. En qualsevol cas, el PLC principal estarà present en tots els sistemes CIM. Existeixen detectors al llarg de tot el sistema que transmeten el senyal o missatge al PLC o autòmat principal. Això llegeix aquests senyals d'entrada i, basant-se en el seu programa, envia ordres. Per descomptat, per a poder fer tot això és necessari que tot el sistema estigui interconnectat. Un ordinador podia fer el mateix, però la indústria usa autòmats, més barats i més fàcils de programar. Quan la complexitat augmenta, s'utilitzarà l'ordinador.
 L'àrea de tecnologia i enginyeria per al procés d'automatització està molt desenvolupada, però en altres àmbits encara hi ha molt a fer.
L'àrea de tecnologia i enginyeria per al procés d'automatització està molt desenvolupada, però en altres àmbits encara hi ha molt a fer. - Programari: en aquest sistema tenen gran importància els programes informàtics. A més, són molts i diferents: de cada màquina, comunicació entre sistemes, disseny, simulació, gestió... Entre ells es poden citar:-
Mòdul CAD-CAM (Computer Advanced Design - Computer Advanced Manufacturing). Tal com s'ha explicat anteriorment, es tracta d'un mòdul de disseny i
mecanitzat automàtic.- mòdul CAU (Computer Advanced Engineering). Amb això, la influència de forces externes després del disseny del sòlid o estructura, tensions internes i externes, temperatura portàtil, vibracions, camps magnètics, diferents tipus de materials, etc. s'analitzen amb la finalitat de conèixer per endavant la peça, el conjunt mecànic o el comportament de la
estructura.- Mòdul CAIEU (Computer Advanced Electronic Design). Aquest mòdul consisteix en el disseny i simulació de circuits i targetes electròniques.- Mòdul
CAPP (Computer Advanced Processing Planification). Pot realitzar simulació, anàlisi i planificació d'operacions industrials.
- Mòdul CACP (Computer Advanced Control Production). Aquest mòdul treballa amb una base de dades per a calcular el control de producció i el cost del producte. - Resta d'apartats: no els esmentaré però sí que els conec.
L'àrea de tecnologia i enginyeria per al procés d'automatització està molt desenvolupada, però en altres àmbits (logística, planificació, gestió...) encara hi ha molt a fer. A mesura que avança, el seu impacte serà evident en tots els sectors.
Un sistema CIM no sols serveix per a la producció, sinó també per a la recerca, com per exemple, per a estudiar el comportament de nous materials d'eina. La capacitat de flexibilitat i simulació és l'eina perfecta per a realitzar totes les proves i anàlisis que es realitzin abans que un producte surti al mercat.
No és fàcil implantar un sistema CIM. Aquesta tecnologia és coneguda però només està sent utilitzada en algunes multinacionals. D'una banda, cal fer molta inversió i per un altre, la instal·lació d'aquesta mena d'equipament fa canviar l'organigrama i la mentalitat de l'empresa. Pèrdua de llocs de treball i reciclatge del personal restant. Tot això té importants conseqüències socials i econòmiques. Per això, a vegades es col·loquen sistemes “mixtos”, és a dir, s'interposa algun operari durant el procés. No obstant això, els avantatges són evidents: orientació informativa, control de costos, flexibilitat, major dedicació als canvis que es produeixen, etc. No podem perdre el tren del desenvolupament. El CIM és sens dubte una tecnologia de producció actual i sobretot de futur.
Zu idazle
Zientzia aldizkaria

