

Machines-outils : révolution et crise
En Europe, les fabricants de machines-outils ont commencé à se joindre à 1950. C'est alors qu'a eu lieu à Paris la première exposition sur la Machine-outil. D'abord, seuls les Européens pouvaient participer, mais depuis lors, les fabricants du monde entier ont la possibilité de faire connaître leurs produits. Elle a lieu tous les deux ans à Hanovre, Paris et Milan. Le dernier, le neuvième, a eu lieu à Paris en Juin de l'année dernière, où ils ont pu voir les étapes qui ont été faites récemment sur machines-outils.
La vérité est que les nouvelles de ces progrès n'apparaissent pas aussi brillantes que les lasers de conduite d'espaces, scanners ou bombes, mais il ne faut pas oublier qu'ils changent à la même vitesse que ceux-ci. La machine est un outil de plus en plus productif, de plus en plus intelligent, de plus en plus automatisé. Mais qu'est-ce que la machine-outil?
Rôle des machines-outils
Nous savons tous que l'alternateur, la grue, la voiture, l'avion, l'ordinateur ou la machine à laver sont des machines. Les machines-outils sont celles existantes dans les industries dans lesquelles ils sont fabriqués. Fraiseuse, tour, polisseuse de surface, meuleuse Fonction des machines-outils, presse de remplissage, brosse, etc. sont appelés.
Ils façonnent des pièces ou des lames brutes (acier, fonte, plastique, bois, etc.) ). Grâce à leurs outils, ils réalisent les pièces des machines que nous utilisons dans notre vie quotidienne, en coupant, en brûlant, en pliant, etc. le document.
Prenons par exemple un appareil téléphonique. Ces pièces en plastique ont été extraites d'un moule mais le fraisage, la rectification, le polissage ont été réalisés, etc. à partir d'une pièce brute en acier ou en fonte. La culasse du moteur automobile, par exemple, est une pièce extraite d'un moule, mais le moule a été préparé avec des machines-outils, entre autres: la fraiseuse a pris la forme de la crevette de cuisson, la perceuse a percé les vannes, la meuleuse a fini les trous, la vis a cédé les trous pour amarrer les bougies, etc.
Dans les machines-outils, vous pouvez faire de nombreuses familles ou séries avec des dizaines de types différents. De plus, chaque jour, ils extraient de nouvelles machines-outils adaptées aux nouvelles applications. Et ce n'est pas surprenant, compte tenu de tous les domaines de fabrication qui sont utilisés. En fait, des pièces de 50 tonnes de presses géantes aux engrenages minuscules des montres doivent tout usiner.
Les outils qui façonnent les pièces sont également de mille formes: pinceau en acier pour percer la plaque, lame qui soulève le copeau sur le tour pour usiner l'axe cylindrique, pierre abrasive qui rectifie les dents de l'engrenage, matraque de remplissage, axe de taraudage, etc.
Machine intelligente intelligente
La commande numérique (CD) a intégré l'intelligence aux machines-outils ces dernières années, mais en même temps le nombre de machines-outils a été réduit. La commande numérique a fourni des compétences et une flexibilité aux machines-outils pour leur programme d'usinage. Ce programme sème ce type d'outil à un point similaire à celui de la pièce, puis donne du travail à une autre dent, puis freine la fraise à 56,87 mm, etc.
Tout cela a permis de "joindre" les différentes machines en raison de la commande numérique. Plus que la séquence de machines à fraiser, à percer, à rectifier, etc., on a pu créer un « centre d'usinage » qui réalise toute la pièce.
Pour ce faire, la pièce sera automatiquement attachée à une table qui peut être déplacée en deux ou trois dimensions. Les outils d'usinage sont également raccordés automatiquement à un ou plusieurs porte-outils, qui ont les vitesses de rotation sélectionnées dans le programme. Les outils sont fixés sur des tourelles rotatives et les emmènent du magasin au porte-outils nécessaire au moment où le programme l'exige.
Jusqu'à présent dans les usines mécaniques, il y avait vingt machines-outils alignées, et les petits véhicules portaient des boîtes remplies de pièces semi-finies d'une machine à l'autre. Maintenant, il suffit de placer trois centres d'usinage pour la même production. Deux ou trois techniciens surveillent les centres d'usinage qui fonctionnent constamment jour et nuit, en tenant compte de l'usure des outils.
Au début des années 1960, avec le développement des ordinateurs, l'informatique a commencé à être appliquée sur les machines-outils. Évidemment, les machines-outils étaient automatisées depuis longtemps, et les différentes fonctions étaient effectuées sans la participation des personnes, mais le réglage des machines était effectué à temps pour que les automatismes soient connectés.
Nous l'expliquerons par exemple. Supposons qu'un pinceau devait faire un trou de 40 mm de profondeur. En creusant 40 mm, je devais avoir une butée pour arrêter le déplacement du foret. L'opérateur, cependant, devait sélectionner le foret et appliquer sur la machine la vitesse de rotation et la vitesse d'avance en tenant compte du matériel à percer. Avec tous ces préparatifs la machine travaillait automatiquement.
Cependant, en utilisant la commande numérique, un ordinateur enregistre constamment le déplacement du foret et un programme a l'instruction suivante: "Arrêter au perçage 40 mm". Cette instruction peut être dictée comme suit: "arrêter quand l'axe qui déplace la maison de forets fait 10,25 tours". Le programme définit simultanément la vitesse de rotation du foret et la vitesse d'avance.
Avantages du contrôle numérique
En comparant les phénomènes physiques qui se produisent sur la machine avec les commandes inscrites dans le logiciel, les opérations d'usinage sont automatisées sans avoir à établir des vitesses à respecter sur la machine elle-même. Cela permet qu'une fois l'usinage terminé, la pièce suivante commence automatiquement sans l'intervention de l'opérateur. Dans certains cas, en outre, obtenir des précisions d'un micron.
Au-delà de ce qui est gagné en rapidité et en flexibilité, la commande numérique surmonte les obstacles de l'usinage conventionnel en termes de qualité. Voici quelques-uns des avantages:
- Le manque de prouesses ou de prouesses du travailleur n'affecte pas.
- Les pièces ne doivent pas être fabriquées en grandes séries. Pour écarter les travaux préparatoires à effectuer sur les machines de transfert d'un type de pièce à l'autre dans l'usinage conventionnel, on utilisait la fabrication d'une grande quantité d'un type de pièce à l'autre. Cependant, grâce à la commande numérique, il a réalisé 20 pièces ou fait 20.000. Il n'y a pas de différence de coût.
- Les plans de la pièce réalisée il y a longtemps et les conditions d'usinage sont beaucoup plus faciles à trouver. Lorsqu'ils demandent un remplacement pour détérioration de la pièce réalisée il y a cinq ans, par exemple, toutes les données et conditions d'usinage de la pièce sont dans la mémoire de l'ordinateur. Une fois les données saisies dans la bonne machine, la pièce peut être réalisée immédiatement.
Bien que le CD ait commencé il y a environ vingt-cinq ans, aujourd'hui pour ses avantages, 60% de la production mondiale de machines-outils est devenue de contrôle numérique.
Barnes techniques d'usinage

Les machines-outils, comme déjà indiqué, peuvent être d'une seule fonction ou centres d'usinage, mais la pièce est généralement toujours travaillée par formage ou démarrage de copeaux. Cependant, au cours des cinquante dernières années sont apparus barnes techniques d'usinage. Les plus importantes sont:
- Électroérosion. Il est mécanisé en sautant l'arc électrique entre la pièce et l'outil. L'outil est le fil ou l'aiguille qui traverse la pièce normalement. Il fait un trou, par exemple, mais ne doit pas être rond. Des trous carrés ou polygonaux peuvent également être faits la même chose.
- Usinage chimique. C'est une électrolyse.
- Composé en explosion. Une projection de tôle dans la matrice oblige à adopter une forme et un relief donné. Le même résultat peut être obtenu en introduisant le liquide incompressible à haute pression.
- Usinage laser. L'énergie de la lumière élimine les particules de la pièce à usiner. Des pièces de haute précision sont obtenues.
- Usinage ionique. Le faisceau d'ions accéléré fonctionne comme un laser.
Ce type d'usinage s'améliore jour après jour. Parfois, ils sont même combinés pour atteindre des précisions ou d'améliorer les coûts qui ne peuvent être obtenus par des procédures classiques.
Percée en informatique
L'exposition qui s'est tenue à Paris en juin dernier a permis de voir les dernières avancées dans la commande numérique des machines-outils. Des programmes plus compacts et riches sont apparus, notamment grâce à l'utilisation de programmes 32 bits sur des micro-ordinateurs. Jusqu'à présent, avec des programmes de 8 ou 16 bits, l'ordinateur ne pouvait pas gouverner beaucoup de fonctions.
Des contrôles numériques à dix axes sont apparus au salon des expositions de Paris. Précisons qu'au début du CD il y avait un axe unique (par exemple, la commande numérique ne contrôlait que les dimensions de l'axe "x"), deux et trois (contre trois dimensions).
Dix axes ne signifie pas que nous avons un espace de dix dimensions, mais que le programme gouverne dix fonctions. Dans le même centre d'usinage, en plus des directions des trois axes en coordonnées, usinées avec deux ou trois inclinaisons différentes, deux ou trois autres fonctions pour la manipulation d'outils, etc. peuvent exister. Tout cela grâce à la mémoire 32 bits de l'ordinateur.
Les progrès en matière de compétence, de flexibilité et de précision sont dus plus à la rapidité du traitement des informations qu'à la conception de la machine. Il s'agit d'effectuer toutes les tâches d'usinage pendant que la pièce est en place. Pour cela, tournage, fraisage, brochage, etc. de la pièce au même endroit. sont faits, transformant le poste en "cellules souples". Bien sûr, cette cellule nécessite un grand nombre d'outils à la main autour.
200.000 tours par minute
En plus des progrès dans le domaine de l'informatique, d'autres fonctions que la machine-outil accomplit habituellement, on a également pu voir des nouveautés à Paris. Par exemple, la vitesse de coupe (vitesse relative entre la pièce et l'outil) augmente. D'une part, les organes des machines sont de mieux en mieux (paliers à roulements à rouleaux, paliers à air, structures antivibratoires, etc.) D'autre part, les outils de coupe ont beaucoup progressé (de la fabrication d'acier rapide à la fabrication de carbure de tungstène, nitrure de bore, diamant, céramique et cermet).
La vitesse de coupe a été maintenue pendant une longue période entre 15 et 40 mètres, mais depuis les années soixante, entre 80 et 100 mètres, elle a été assez normale. Ces derniers temps, et surtout grâce aux études réalisées en Allemagne, des vitesses de 400 à 500 m/min ont été atteintes et des alliages légers devraient bientôt atteindre 800-1.000 m/min.
En ce qui concerne la vitesse de rotation, on utilise entre 50.000 et 60.000 tours par minute et on attend entre 150.000 et 200.000 rpm sur des machines-outils d'hyperprécision. avec roulements à air.
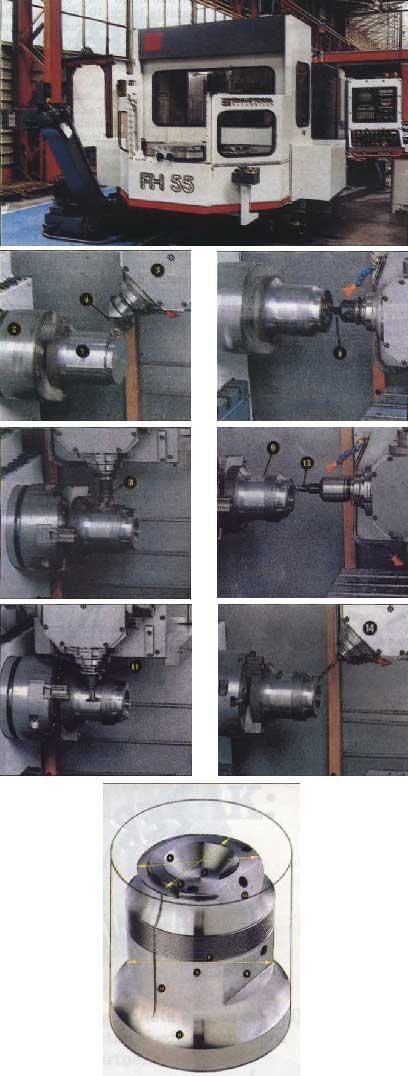
Dans la figure, vous pouvez voir un centre d'usinage gouverné par des contrôles numériques. Il est bien protégé pour empêcher le copeau et l'huile d'usinage de sortir à l'extérieur. La pièce à usiner (I) est un cylindre en acier. Il est attaché au plat (2) qui fait tourner la machine. Les différents outils nécessaires pour monter le copeau (3) sont montés sur le porte-outils. Lorsque la machine tourne la pièce, la tourelle retourne à chaque opération pour rapprocher la pièce de l'outil de coupe correspondant à chaque instant. Les opérations à effectuer dans cet usinage sont : Tournage externe. (4) en plaçant les outils parallèles de l'axe de la pièce, il soulèvera à chaque passage le copeau jusqu'à atteindre les diamètres A, B et C souhaités dans la pièce. Filetage. Un autre outil de découpe (ici, il n'est pas désavantagé) (5) donnera du fil à la pièce à une certaine longueur de cylindre. Tournage interne. La tourelle présente ensuite (6) l'outil et mécanise en haut de la pièce (7) l'instant du sako. Fraisage. La tourelle (8) apporte la fraise à la pièce. Coupez deux plans : (9) en flanc et (10) en haut, incliné. Par la suite (11) la fraise (12) mécanise la rainure étroite. Pour la réalisation de ces fraisages, ainsi que pour les autres opérations ultérieures, la pièce reste debout étant l'outil qui tourne. Forage. Les trous (13) et (14) sont réalisés avec des forets. Un trou est perpendiculaire à l'axe du pied et l'autre incliné (14). Grâce à la commande numérique, toutes ces opérations sont effectuées automatiquement dans cet ordre, en respectant les cotes préprogrammées et fixées sur la pièce (en plus de la précision à micro sur certaines machines). Le choix et le placement des outils, la vitesse de rotation, la vitesse d'avance, la profondeur de perçage, etc. sont les instructions du programme.
Zu idazle
Zientzia aldizkaria

