

Màquines eines: revolució i crisi
A Europa els fabricants de màquina eina van començar a unir-se cap a 1950. Va ser llavors quan es va celebrar a París la primera exposició sobre la Màquina Eina. Primer només podien participar els europeus, però des de llavors els fabricants de tot el món tenen l'oportunitat de donar a conèixer els seus productes. Se celebra cada dos anys a Hannover, París i Milà. L'últim, el novè, es va celebrar a París al juny de l'any passat, on es van poder veure els passos que s'han donat últimament en màquines eina.
La veritat és que les notícies d'aquests avanços no apareixen tan brillants com els làsers de conducció d'espais, escàners o bombes, però cal no oblidar que estan canviant a la mateixa velocitat que aquests. La màquina és una eina cada vegada més productiva, cada vegada més intel·ligent, cada vegada més automatitzada. Però, què és la màquina eina?
Paper de les màquines eina
Tots sabem que l'alternador, la grua, el cotxe, l'avió, l'ordinador o la rentadora són màquines. Les màquines eines són les existents en les indústries en les quals es fabriquen. Fresadora, torn, pulidora de superfícies, mandrinadora Funció de màquines eines, premsa d'embutición, raspall, etc. es denominen.
Donen forma a peces o làmines en brut (acer, fosa, plàstic, fusta, etc.). A través de les seves eines realitzen les peces de les màquines que utilitzem en la nostra vida quotidiana, tallant, abrasant, plegant, etc. el material.
Prenguem per exemple un aparell telefònic. Aquestes peces de plàstic s'han extret d'un motlle però s'ha realitzat el fresat, rectificat, poliment, etc. a partir d'una peça en brut d'acer o ferro colat. La culata del motor de l'automòbil, per exemple, és una peça extreta d'un motlle, però el motlle s'ha preparat amb màquines eines, entre altres coses: la fresadora ha tret la forma de la gamba de cocció, la trepo ha perforat les vàlvules, la mandrinadora ha acabat els forats, la roscadora ha cedit els forats per a amarrar les bugies, etc.
Dins de les màquines eines es poden fer moltes famílies o sèries amb desenes de tipus diferents. A més, cada dia estan extraient noves màquines eines adaptades a les noves aplicacions. I no és d'estranyar, tenint en compte totes les àrees de fabricació que s'utilitzen. De fet, des de les peces de 50 tones de premses gegants fins als minúsculs engranatges dels rellotges han de mecanitzar tot.
Les eines que donen forma a les peces són també de mil formes: brotxa d'acer per a perforar la planxa, fulla que aixeca l'encenall en el torn per a mecanitzar l'eix cilíndric, pedra abrasiva que rectifica les dents de l'engranatge, encuny d'embutición, eix de roscat, etc.
Màquina intel·ligent
El control numèric (CD) ha incorporat intel·ligència a les màquines eines en els últims anys, però al mateix temps s'ha reduït el nombre de màquines eines. El control numèric ha proporcionat destresa i flexibilitat a les màquines eines pel seu programa de mecanitzat. Aquest programa sembra aquest tipus d'eina en un punt similar al de la peça, després dóna treball a una altra dent, després frena la maduixa a 56,87 mm, etc.
Tot això ha permès "unir" les diferents màquines a causa del control numèric. Més que la seqüència de màquines de fresar, trepar, rectificar, etc., s'ha pogut crear un "centre de mecanitzat" que realitza tota la peça.
Per a això la peça s'amarrarà automàticament en una taula que es pot desplaça en dues o tres dimensions. Les eines de mecanitzat també s'uneixen automàticament en un o diversos portaeines, que tenen les velocitats de gir seleccionades en el programa. Les eines es fixen en torretes rotables i les porta des del magatzem fins al portaeines necessari en el moment que el programa el requereixi.
Fins ara a les fàbriques mecàniques hi havia vint màquines eina alineades, i els vehicles petits portaven caixes plenes de peces semiacabades d'una màquina a una altra. Ara n'hi ha prou amb col·locar tres centres de mecanitzat per a la mateixa producció. Dos o tres tècnics vigilen els centres de mecanitzat que funcionen constantment dia i nit, atès el desgast de les eines.
A principis de la dècada de 1960, amb el desenvolupament dels ordinadors, es va començar a aplicar la informàtica en màquines eina. Òbviament, les màquines eines estaven automatitzades des de fa temps, i les diferents funcions es realitzaven sense la participació de les persones, però l'ajust de les màquines es realitzava a temps perquè es connectessin els automatismes.
Ho explicarem mitjançant un exemple. Suposem que una brotxa havia de fer un forat de 40 mm de profunditat. En aprofundir 40 mm havia de tenir un topall per a detenir el desplaçament de la broca. L'operari, no obstant això, havia de seleccionar la broca i aplicar en la màquina tant la velocitat de gir com la velocitat d'avanç tenint en compte el material a perforar. Amb tots aquests preparatius la màquina treballava automàticament.
No obstant això, mitjançant el control numèric, un ordinador registra constantment el desplaçament de la broca i un programa té la següent instrucció: "Parar en trepar 40 mm". Aquesta instrucció es pot dictar de la següent manera: "parar quan l'eix que desplaça la casa de broques dóna 10,25 voltes". El programa estableix simultàniament la velocitat de gir de la broca i la velocitat d'avanç.
Avantatges del control numèric
Comparant els fenòmens físics que es produeixen en la màquina amb les ordres inscrites en el programa informàtic, les operacions de mecanitzat s'automatitzen sense haver d'establir velocitats que s'han de respectar en la pròpia màquina. Això permet que una vegada finalitzat el mecanitzat d'una peça, la següent peça comenci automàticament sense la intervenció de l'operari. En alguns casos, a més, obtenint precisions d'una micra.
Al marge del que es guanya en rapidesa i flexibilitat, mitjançant control numèric se superen els obstacles del mecanitzat convencional en termes de qualitat. Aquestes són algunes dels avantatges:
- La falta de destresa o destresa del treballador no afecta.
- Les peces no tenen per què ser fabricades en grans sèries. Per a descartar els treballs preparatoris a realitzar en les màquines de transvasament d'una mena de peça a un altre en el mecanitzat convencional, es recorria a la fabricació de gran quantitat d'una mena de peça a un altre. No obstant això, mitjançant el control numèric ha realitzat 20 peces o ha fet 20.000. No hi ha diferències de cost.
- Els plans de la peça realitzada fa temps i les condicions de mecanitzat són molt més fàcils de trobar. Quan sol·liciten un substitut per deterioració de la peça realitzada fa cinc anys, per exemple, totes les dades i condicions de mecanitzat de la peça estan en la memòria de l'ordinador. Una vegada introduïts les dades en la màquina adequada, es pot realitzar la peça immediatament.
A pesar que el CD es trobava en els inicis de fa uns vint-i-cinc anys, avui pels seus avantatges, el 60% de la producció mundial de màquines eina ha arribat a ser de control numèric.
Barnas tècniques de mecanitzat

Les màquines eines, com ja s'ha indicat, poden ser d'una sola funció o centres de mecanitzat, però la peça se sol treballar sempre per conformat o arrencada d'encenall. No obstant això, en els últims cinquanta anys han aparegut barnas tècniques de mecanitzat. Les més importants són:
- Electroerosió. Es mecanitza saltant l'arc elèctric entre la peça i l'eina. L'eina és el fil o l'agulla que travessa la peça normalment. Fa un forat, per exemple, però no té per què ser rodó. Els forats quadrats o poligonals també es poden fer igual.
- Mecanitzat químic. És una electròlisi.
- Conformat en explosió. Una projecció de xapa en la matriu obliga a adoptar una forma i un relleu determinat. El mateix resultat es pot obtenir introduint el líquid incompressible a alta pressió.
- Mecanitzat làser. En ell l'energia de la llum elimina les partícules de la peça a mecanitzar. S'obtenen peces d'alta precisió.
- Mecanitzat iònic. El feix d'ions accelerat funciona com a làser.
Aquest tipus de mecanitzats estan millorant dia a dia. A vegades fins i tot es combinen per a arribar a precisions o millorar els costos que no es poden aconseguir mitjançant procediments clàssics.
Avanç en informàtica
En l'exposició celebrada a París el mes de juny passat es van poder veure els últims avanços en el control numèric de màquines eina. Han aparegut programes més compactes i rics, sobretot gràcies a l'ús de programes de 32 bits en microordinadors. Fins ara, amb programes de 8 o 16 bits, l'ordinador no podia governar moltes funcions.
En la fira de mostres de París han aparegut controls numèrics de deu eixos. Aclarim que en els inicis del CD hi havia un eix únic (per exemple, el control numèric només controlava les dimensions de l'eix "x"), dues i tres (contrarestaven tres dimensions).
De deu eixos no significa que tinguem un espai de deu dimensions, sinó que el programa governa deu funcions. En el mateix centre de mecanitzat, a més de les direccions dels tres eixos en coordenades, mecanitzats amb dues o tres inclinacions diferents, altres dues o tres funcions per al maneig d'eines, etc. poden existir. Tot això gràcies a la memòria de 32 bits de l'ordinador.
Els avanços en habilitat, flexibilitat i precisió es deuen més a la rapidesa en el tractament de la informació que al disseny de la màquina. Es tracta de realitzar totes les tasques de mecanitzat mentre la peça està en un lloc. Per això, tornejat, fresat, brotxatge, etc. de la peça en el mateix lloc. es fan, convertint el lloc en "cèl·lules flexibles". Per descomptat, aquesta cèl·lula requereix un gran nombre d'eines a mà al voltant.
200.000 revolucions per minut
A més dels avanços en el camp de la informàtica, en altres funcions que habitualment compleix la màquina eina, també es van poder veure novetats a París. Per exemple, la velocitat de tall (velocitat relativa entre la peça i l'eina) és cada vegada major. D'una banda, els òrgans de les màquines són cada vegada millors (coixinets amb rodaments de corrons, coixinets d'aire, estructures antivibratorias, etc.) D'altra banda, s'ha avançat molt en les eines de tall (des de la fabricació d'acer ràpid fins a la fabricació de carbur de wolframi, nitrur de bor, diamant, ceràmica i cermet).
La velocitat de tall es va mantenir durant molt de temps entre els 15 i els 40 metres, però des de la dècada dels seixanta, entre els 80 i els 100 metres, ha estat bastant normal. En els últims temps, i sobretot gràcies als estudis realitzats a Alemanya, s'han aconseguit velocitats de 400 a 500 m/min i en aliatges lleugers s'espera que en breu aconsegueixin els 800-1.000 m/min.
Quant a la velocitat de gir, s'utilitzen entre 50.000 i 60.000 revolucions per minut i en màquines eines d'hiperprecisión s'esperen entre 150.000 i 200.000 r.p. m. amb coixinets d'aire.
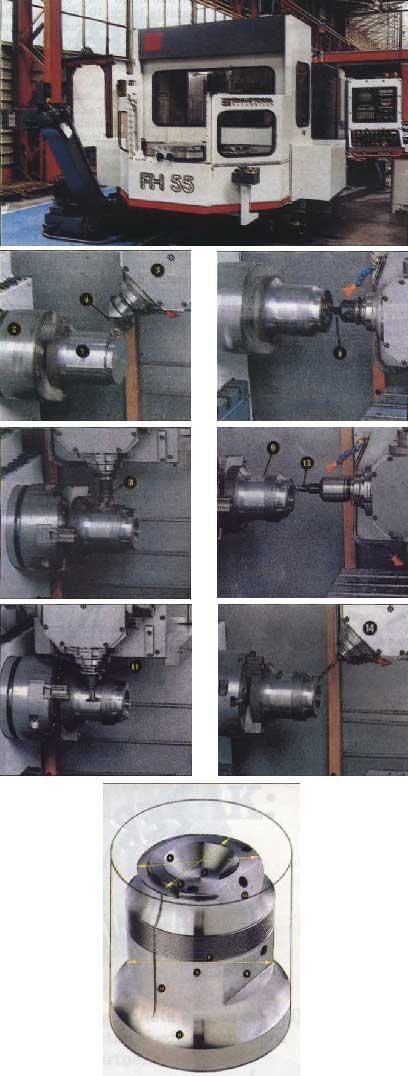
En la figura es pot veure un centre de mecanitzat governat per controls numèrics. Està ben protegida per a evitar que l'encenall i l'oli de mecanitzat surtin a l'exterior. La peça a mecanitzar (I) és un cilindre d'acer. Està lligat al plat (2) que fa girar la màquina. Les diferents eines necessàries per a muntar l'encenall, (3) estan muntades en el portaeines. Quan la màquina fa girar la peça, la torreta dóna un tros de tornada en cada operació per a acostar a la peça l'eina de tall corresponent a cada moment. Les operacions a realitzar en aquest mecanitzat són: Tornejat extern. (4) placando les eines en paral·lel donis a l'eix de la peça, aixecarà en cada passada l'encenall fins a aconseguir els diàmetres A, B i C desitjats en la peça. Roscat. Una altra eina de tall (aquí no es desbarata) (5) donarà fil a la peça a una determinada longitud del cilindre. Tornejat intern. La torreta presenta a continuació (6) l'eina i mecanitza en la part superior de la peça (7) l'instant del sako. Fresat. La torreta (8) porta la maduixa a la peça. Curta dos plans: (9) en flanc i (10) enlaire, inclinat. Posteriorment (11) la maduixa (12) mecanitza la ranura estreta. Per a la realització d'aquests fresats, així com per a la resta d'operacions posteriors, la peça es manté parada sent l'eina la que dóna voltes. Perforació. Els orificis (13) i (14) es realitzen amb broques. Un forat es fa perpendicular a l'eix del peu i l'altre inclinat (14). Gràcies al control numèric, totes aquestes operacions es realitzen automàticament en aquest ordre, respectant les cotes preprogramadas i fixades en la peça (a més de la precisió a micro en algunes màquines). L'elecció i col·locació de les eines, la velocitat de gir, la velocitat d'avanç, la profunditat de perforació, etc. són les instruccions del programa.
Zu idazle
Zientzia aldizkaria

