

C.I.M. aula na Escola Politécnica de Arrasate
Elhuyar Fundazioa

Até o momento a Xestión da Produción nas empresas e a propia Fabricación foron áreas independentes. Xestión de produción, pedidos, stocks, materias primas, etc. tendo en conta o plan de fabricación. A fabricación, posteriormente, tomaba este plan e levábao a cabo da forma máis adecuada posible, atendendo ao grao de ocupación das súas máquinas, avarías, etc., pero moitas veces non era conveniente á xestión da Produción.
C.I.M. en filosofía, a xestión da produción utiliza información actualizada da planta de fabricación e toma as decisións adecuadas no momento necesario.
A Escola Politécnica de Arrasate-Mondragón, froito do traballo de catro anos dos seus profesores e alumnos C.I.M. puxo en marcha una habitación.
C.I.M. Obxectivos da aula

C.I.M. preparado na escola o obxectivo principal da aula é didáctico. A aula utilizarase principalmente paira a realización das prácticas e traballaranse, entre outras, as seguintes áreas e temas:
- Electrónica: autómatas, captadores, controladores, actuadores, sistemas de identificación, redes locais, visión artificial, robótica, control e inspección de sistemas, control numérico do mecanizado por arranque de labra, etc.
- Informática: xestión de redes locais, programación en PC e miniordenadores, tratamento de bases de datos, etc.
- Produción: xestión da produción, xestión da calidade...
Nas prácticas destas áreas os alumnos realizarán proxectos coa axuda do profesorado.
C.I.M. estrutura xeral da aula
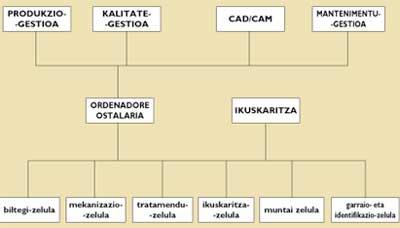
C.I.M. segundo a estrutura xeral do sistema, na sala hai cinco células conectadas fisicamente entre si mediante cintas transportadoras. A estrutura xeral da aula pódese ver na organigrama superior.
Nesta estrutura xeral da aula, a estrutura da información e a da automatización conforman a pirámide. No nivel interno hai captadores e actuadores, no primeiro nivel autómatas, controis numéricos, etc., no segundo control celular, no terceiro control en planta e de inspección e por encima de todos, no vértice, xestión global.
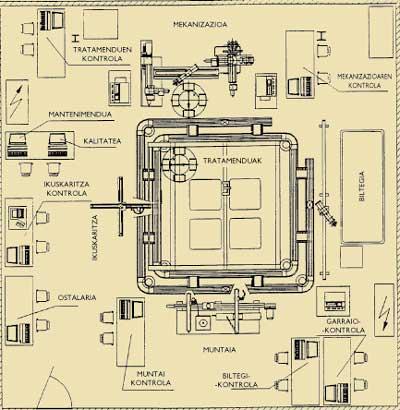
C.I.M. A disposición dos diferentes elementos dentro da estancia pódese ver na imaxe da páxina seguinte.
Operativa

Se parte da orde de fabricación, referencias a producir na mesma, cantidade producida, tempo, etc. Determínase. O sistema prescribirá secuencialmente a fabricación, tendo en conta, na medida do posible, a dispoñibilidade de palets coas ferramentas necesarias.
Una vez organizada a fabricación dunha referencia, esta levará a cabo de forma secuencial realizando una serie de tarefas en cada célula. O traballo final da última célula (normalmente de control de calidade) implica a entrada do produto acabado ao almacén.
Cada un dos traballos a realizar en cada célula terminará con outros traballos (ás veces paralelos e sincrónicamente) do nivel anterior realizados por elementos celulares. Una vez realizado cada un dos traballos inferiores, os elementos da célula transmiten ao ordenador hóspede información para que este tome as decisións oportunas.
Si ao realizar o traballo de nivel inferior hai alarma, transmítese inmediatamente ao órgano de control celular. O órgano de control da célula determinará se a célula debe quedar ou se o produto vai seguir traballando.

Se a célula detense, a información envíase ao ordenador hóspede da planta. Isto determinará a continuidade ou modificación da fabricación. Tamén seguirá tratando ordes de fabricación que non requiran traballo na célula afectada.
En calquera caso, o motivo da alarma e alarma rexistrarase tanto no órgano da célula como no ordenador hóspede da planta para que se teña en conta paira o mantemento preventivo.
Sistema de control e xestión
C.I.M. Debido ao obxectivo didáctico da aula, as prácticas pódense realizar a tres niveis diferentes: a nivel de planta (é dicir, con todas as células funcionando), a nivel celular (cos elementos dunha determinada célula en marcha) ou a nivel individual do elemento (cun elemento dunha determinada célula en marcha).

Paira iso cada célula ten a súa autonomía de funcionamento e o seu propio computador persoal. Grazas ao software de computador persoal, a célula pode funcionar a tres niveis diferentes.
A nivel individual de funcionamento, un determinado elemento da célula (control numérico, autómata, etc.) emúlase coma se estivese conectado directamente ao computador. Este nivel de funcionamento permite mellorar os programas de control dos diferentes elementos.
No funcionamento a nivel celular débense coordinar os traballos a realizar polos distintos elementos da célula. Estes traballos son coordinados pola rede de Petri.

Na fabricación a nivel de planta, os diferentes traballos a realizar polas células se secuencian e coordínanse operacións simultáneas en varias células en diferentes referencias. Paira coordinar e secuenciar os traballos das diferentes células utilízanse as redes de Petri. Neste nivel de funcionamento un responsable pode ver o estado da planta en calquera momento na pantalla.
Breve descrición das células
Célula de transporte e identificación
A función desta célula é o transporte das pezas paletizadas ao resto de células. Colle do almacén as pezas non traballadas e tras completar todos os ciclos en diferentes células transpórtaas de novo até o almacén. En principio transpórtanse os palets e en cada palet van as pezas que compoñen o produto.

Esta célula consta de computador, dúas cintas transportadoras e doce palets. Cada palet leva una etiqueta co destino das pezas, data, percorrido completo, etc. Os palets desprázanse por fricción sobre cintas transportadoras.
Almacén
Esta célula ten varias funcións. Colle materias primas fose de almacén, deposita as materias primas do almacén en palets (para que logo as cintas transportadoras lévenas até as células), colle os produtos terminados do palet e deposítaos no almacén, saca os produtos acabados do almacén ao exterior e realiza a xestión dos produtos do almacén.
Ademais da estrutura do almacén, conta cun computador e un robot de cinco niveis de movemento.
Mecanizado
A célula de mecanizado ten como obxectivo o mecanizado das pezas dos palets. Está formado por unha célula flexible con torno e fresadora que funcionan con control numérico. Ademais do computador, dispón dun robot paira cargar e descargar pezas ás máquinas.
Debido ás limitacións de tamaño e potencia tanto do torno como da fresadora, non é posible mecanizar pezas de máis dunha medida, pero isto é C.I.M. non establece limitación algunha aos obxectivos didácticos da aula.
Tratamentos

A función desta célula é mellorar o acabado e o aspecto dos produtos. Computador, robot de carga e descarga de mesa, bandexas, controlador de temperatura, recipientes paira tratamentos, etc. tenos. Nesta célula simúlanse os tratamentos.
Célula de inspección
Nesta célula mecanízase previamente e contrólase a calidade das pezas tratadas. As pezas madúranse no palet e na cinta transportadora. Una cámara controla as pezas en dimensión e forma. As pezas ilumínanse e a cámara indica si está ben dimensionalmente ou non.
Computador, cámara, sistema de visión artificial, etc. tenos.
Montaxe

Nesta célula móntanse as diferentes pezas que se traballaron na fabricación. En cada palet hai as pezas que hai que montar e o robot une e une os diferentes elementos da montaxe. Axuste de pezas, atornillado, etc. realízanse. Os parafusos teñen un alimentador extra nesta célula.
C.I.M. organización e custo da aula
O C.I.M. completouse grazas a 30 proxectos realizados nos últimos catro anos na Escola Politécnica José María Arizmendiarrieta de Arrasate, liderados por preto de 40 alumnos e alumnas por cinco profesores. Sala. Estes proxectos traballaron diferentes apartados (informática, mecánica, electrónica, produción, etc.) Este ano púxose en marcha a Fabricación Integrada por Computador na sala mencionada. Tras a formación do profesorado, na Escola Politécnica de Arrasate comezouse a impartir clases aos alumnos desta clase.

Necesitaron una investimento de 70 millóns de pesetas (3 millóns de libras) e materiais de 13 millóns de pesetas (500.000 libras), entre outros, e no seu financiamento participou o Goberno Vasco.
Conclusións
C.I.M. Hai que recoñecer que a través da aula se deu una nova visión aos estudos de enxeñaría. Tómase una visión máis global da empresa e desde os diferentes departamentos da Escola fomentouse a interdisciplinariedad do profesorado.
Os alumnos de aula tamén teñen máis dunha área nos seus proxectos (informática, electrónica, produción, etc.) traballan e adquiren una formación práctica máis completa. Agora poden realizar a automatización completa da empresa. Máis que automatizar a produción e reducir os custos, na actualidade mírase ao control da xestión da produción.
Zu idazle
Zientzia aldizkaria

