

C.I.M. aula a l'Escola Politècnica d'Arrasate
Elhuyar Fundazioa

Fins al moment la Gestió de la Producció en les empreses i la pròpia Fabricació han estat àrees independents. Gestió de producció, comandes, estocs, matèries primeres, etc. tenint en compte el pla de fabricació. La fabricació, posteriorment, prenia aquest pla i el duia a terme de la forma més adequada possible, atès el grau d'ocupació de les seves màquines, avaries, etc., però moltes vegades no era convenient a la gestió de la Producció.
C.I.M. en filosofia, la gestió de la producció utilitza informació actualitzada de la planta de fabricació i presa les decisions adequades en el moment necessari.
L'Escola Politècnica d'Arrasate-Mondragón, fruit del treball de quatre anys dels seus professors i alumnes C.I.M. ha posat en marxa una habitació.
C.I.M. Objectius de l'aula

C.I.M. preparat a l'escola l'objectiu principal de l'aula és didàctic. L'aula s'utilitzarà principalment per a la realització de les pràctiques i es treballaran, entre altres, les següents àrees i temes:
- Electrònica: autòmats, captadors, controladors, actuadors, sistemes d'identificació, xarxes locals, visió artificial, robòtica, control i inspecció de sistemes, control numèric del mecanitzat per arrencada d'encenall, etc.
- Informàtica: gestió de xarxes locals, programació en PC i miniordinadors, tractament de bases de dades, etc.
- Producció: gestió de la producció, gestió de la qualitat...
En les pràctiques d'aquestes àrees els alumnes realitzaran projectes amb l'ajuda del professorat.
C.I.M. estructura general de l'aula
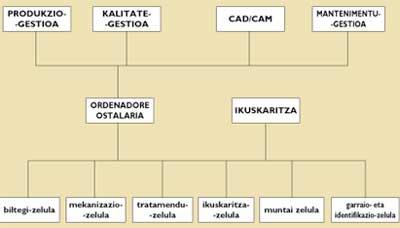
C.I.M. segons l'estructura general del sistema, a la sala hi ha cinc cèl·lules connectades físicament entre si mitjançant cintes transportadores. L'estructura general de l'aula es pot veure en l'organigrama superior.
En aquesta estructura general de l'aula, l'estructura de la informació i la de l'automatització conformen la piràmide. En el nivell intern hi ha captadors i actuadors, en el primer nivell autòmats, controls numèrics, etc., en el segon control cel·lular, en el tercer control en planta i d'inspecció i per sobre de tots, en el vèrtex, gestió global.
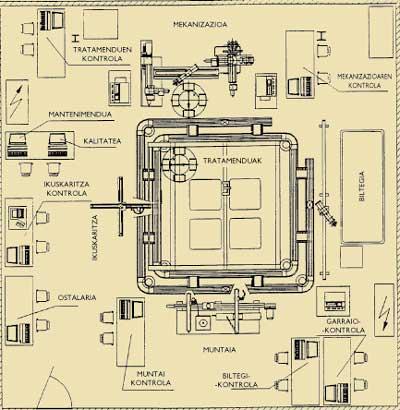
C.I.M. La disposició dels diferents elements dins de l'estada es pot veure en la imatge de la pàgina següent.
Operativa

Es parteix de l'ordre de fabricació, referències a produir en aquesta, quantitat produïda, temps, etc. Es determina. El sistema prescriurà seqüencialment la fabricació, tenint en compte, en la mesura que sigui possible, la disponibilitat de palets amb les eines necessàries.
Una vegada organitzada la fabricació d'una referència, aquesta es durà a terme de manera seqüencial realitzant una sèrie de tasques en cada cèl·lula. El treball final de l'última cèl·lula (normalment de control de qualitat) implica l'entrada del producte acabat al magatzem.
Cadascun dels treballs a realitzar en cada cèl·lula acabarà amb altres treballs (a vegades paral·lels i sincrònicament) del nivell anterior realitzats per elements cel·lulars. Una vegada realitzat cadascun dels treballs inferiors, els elements de la cèl·lula transmeten a l'ordenador hoste informació perquè aquest prengui les decisions oportunes.
Si en fer el treball de nivell inferior hi ha alarma, es transmet immediatament a l'òrgan de control cel·lular. L'òrgan de control de la cèl·lula determinarà si la cèl·lula ha de quedar o si el producte continuarà treballant.

Si la cèl·lula es deté, la informació s'envia a l'ordenador hoste de la planta. Això determinarà la continuïtat o modificació de la fabricació. També continuarà tractant ordres de fabricació que no requereixin treball en la cèl·lula afectada.
En qualsevol cas, el motiu de l'alarma i alarma es registrarà tant en l'òrgan de la cèl·lula com en l'ordenador hoste de la planta perquè es tingui en compte per al manteniment preventiu.
Sistema de control i gestió
C.I.M. A causa de l'objectiu didàctic de l'aula, les pràctiques es poden realitzar a tres nivells diferents: a nivell de planta (és a dir, amb totes les cèl·lules funcionant), a nivell cel·lular (amb els elements d'una determinada cèl·lula en marxa) o a nivell individual de l'element (amb un element d'una determinada cèl·lula en marxa).

Per a això cada cèl·lula té la seva autonomia de funcionament i el seu propi ordinador personal. Gràcies al programari d'ordinador personal, la cèl·lula pot funcionar a tres nivells diferents.
A nivell individual de funcionament, un determinat element de la cèl·lula (control numèric, autòmat, etc.) s'emula com si estigués connectat directament a l'ordinador. Aquest nivell de funcionament permet millorar els programes de control dels diferents elements.
En el funcionament a nivell cel·lular s'han de coordinar els treballs a realitzar pels diferents elements de la cèl·lula. Aquests treballs són coordinats per la xarxa de Petri.

En la fabricació a nivell de planta, els diferents treballs a realitzar per les cèl·lules se seqüencien i es coordinen operacions simultànies en diverses cèl·lules en diferents referències. Per a coordinar i seqüenciar els treballs de les diferents cèl·lules s'utilitzen les xarxes de Petri. En aquest nivell de funcionament un responsable pot veure l'estat de la planta en qualsevol moment en la pantalla.
Breu descripció de les cèl·lules
Cèl·lula de transport i identificació
La funció d'aquesta cèl·lula és el transport de les peces paletitzades a la resta de cèl·lules. Agafa del magatzem les peces no treballades i després de completar tots els cicles en diferents cèl·lules les transporta de nou fins al magatzem. En principi es transporten els palets i en cada palet van les peces que componen el producte.

Aquesta cèl·lula consta d'ordinador, dues cintes transportadores i dotze palets. Cada palet porta una etiqueta amb la destinació de les peces, data, recorregut complet, etc. Els palets es desplacen per fricció sobre cintes transportadores.
Magatzem
Aquesta cèl·lula té diverses funcions. Agafa matèries primeres fora de magatzem, diposita les matèries primeres del magatzem en palets (perquè després les cintes transportadores les portin fins a les cèl·lules), agafa els productes acabats del palet i els diposita en el magatzem, saca els productes acabats del magatzem a l'exterior i realitza la gestió dels productes del magatzem.
A més de l'estructura del magatzem, compta amb un ordinador i un robot de cinc nivells de moviment.
Mecanitzat
La cèl·lula de mecanitzat té com a objectiu el mecanitzat de les peces dels palets. Està format per una cèl·lula flexible amb torn i fresadora que funcionen amb control numèric. A més de l'ordinador, disposa d'un robot per a carregar i descarregar peces a les màquines.
A causa de les limitacions de grandària i potència tant del torn com de la fresadora, no és possible mecanitzar peces de més d'una mesura, però això és C.I.M. no estableix cap limitació als objectius didàctics de l'aula.
Tractaments

La funció d'aquesta cèl·lula és millorar l'acabat i l'aspecte dels productes. Ordinador, robot de càrrega i descàrrega de taula, safates, controlador de temperatura, recipients per a tractaments, etc. els té. En aquesta cèl·lula se simulen els tractaments.
Cèl·lula d'inspecció
En aquesta cèl·lula es mecanitza prèviament i es controla la qualitat de les peces tractades. Les peces es maduren en el palet i en la cinta transportadora. Una cambra controla les peces en dimensió i forma. Les peces s'il·luminen i la cambra indica si està bé dimensionalmente o no.
Ordinador, càmera, sistema de visió artificial, etc. els té.
Muntatge

En aquesta cèl·lula es munten les diferents peces que s'han treballat en la fabricació. En cada palet hi ha les peces que cal muntar i el robot uneix i uneix els diferents elements del muntatge. Ajust de peces, caragolat, etc. es realitzen. Els caragols tenen un alimentador extra en aquesta cèl·lula.
C.I.M. organització i cost de l'aula
El C.I.M. s'ha completat gràcies a 30 projectes realitzats en els últims quatre anys a l'Escola Politècnica José María Arizmendiarrieta d'Arrasate, liderats per prop de 40 alumnes i alumnes per cinc professors. Sala. Aquests projectes han treballat diferents apartats (informàtica, mecànica, electrònica, producció, etc.) Enguany s'ha posat en marxa la Fabricació Integrada per Ordinador a la sala esmentada. Després de la formació del professorat, a l'Escola Politècnica d'Arrasate s'ha començat a impartir classes als alumnes d'aquesta classe.

Han necessitat una inversió de 70 milions de pessetes (3 milions de lliures) i materials de 13 milions de pessetes (500.000 lliures), entre altres, i en el seu finançament ha participat el Govern Basc.
Conclusions
C.I.M. Cal reconèixer que a través de l'aula s'ha donat una nova visió als estudis d'enginyeria. Es pren una visió més global de l'empresa i des dels diferents departaments de l'Escola s'ha fomentat la interdisciplinarietat del professorat.
Els alumnes d'aula també tenen més d'una àrea en els seus projectes (informàtica, electrònica, producció, etc.) treballen i adquireixen una formació pràctica més completa. Ara poden realitzar l'automatització completa de l'empresa. Més que automatitzar la producció i reduir els costos, en l'actualitat es mira al control de la gestió de la producció.
Zu idazle
Zientzia aldizkaria

