

C.I.M. aula en la Escuela Politécnica de Arrasate
Elhuyar Fundazioa

Hasta el momento la Gestión de la Producción en las empresas y la propia Fabricación han sido áreas independientes. Gestión de producción, pedidos, stocks, materias primas, etc. teniendo en cuenta el plan de fabricación. La fabricación, posteriormente, tomaba este plan y lo llevaba a cabo de la forma más adecuada posible, atendiendo al grado de ocupación de sus máquinas, averías, etc., pero muchas veces no era conveniente a la gestión de la Producción.
C.I.M. en filosofía, la gestión de la producción utiliza información actualizada de la planta de fabricación y toma las decisiones adecuadas en el momento necesario.
La Escuela Politécnica de Arrasate-Mondragón, fruto del trabajo de cuatro años de sus profesores y alumnos C.I.M. ha puesto en marcha una habitación.
C.I.M. Objetivos del aula

C.I.M. preparado en la escuela el objetivo principal del aula es didáctico. El aula se utilizará principalmente para la realización de las prácticas y se trabajarán, entre otras, las siguientes áreas y temas:
- Electrónica: autómatas, captadores, controladores, actuadores, sistemas de identificación, redes locales, visión artificial, robótica, control e inspección de sistemas, control numérico del mecanizado por arranque de viruta, etc.
- Informática: gestión de redes locales, programación en PC y miniordenadores, tratamiento de bases de datos, etc.
- Producción: gestión de la producción, gestión de la calidad...
En las prácticas de estas áreas los alumnos realizarán proyectos con la ayuda del profesorado.
C.I.M. estructura general del aula
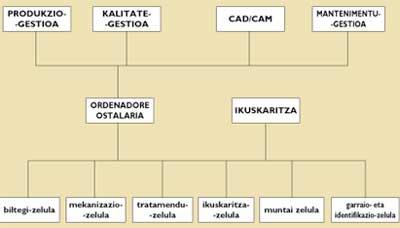
C.I.M. según la estructura general del sistema, en la sala hay cinco células conectadas físicamente entre sí mediante cintas transportadoras. La estructura general del aula se puede ver en el organigrama superior.
En esta estructura general del aula, la estructura de la información y la de la automatización conforman la pirámide. En el nivel interno hay captadores y actuadores, en el primer nivel autómatas, controles numéricos, etc., en el segundo control celular, en el tercero control en planta y de inspección y por encima de todos, en el vértice, gestión global.
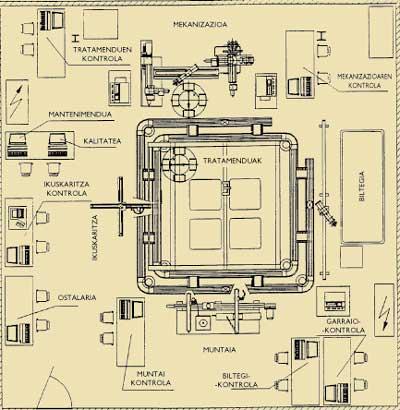
C.I.M. La disposición de los diferentes elementos dentro de la estancia se puede ver en la imagen de la página siguiente.
Operativa

Se parte de la orden de fabricación, referencias a producir en la misma, cantidad producida, tiempo, etc. Se determina. El sistema prescribirá secuencialmente la fabricación, teniendo en cuenta, en la medida de lo posible, la disponibilidad de palets con las herramientas necesarias.
Una vez organizada la fabricación de una referencia, ésta se llevará a cabo de forma secuencial realizando una serie de tareas en cada célula. El trabajo final de la última célula (normalmente de control de calidad) implica la entrada del producto acabado al almacén.
Cada uno de los trabajos a realizar en cada célula terminará con otros trabajos (a veces paralelos y sincrónicamente) del nivel anterior realizados por elementos celulares. Una vez realizado cada uno de los trabajos inferiores, los elementos de la célula transmiten al ordenador huésped información para que éste tome las decisiones oportunas.
Si al realizar el trabajo de nivel inferior hay alarma, se transmite inmediatamente al órgano de control celular. El órgano de control de la célula determinará si la célula debe quedar o si el producto va a seguir trabajando.

Si la célula se detiene, la información se envía al ordenador huésped de la planta. Esto determinará la continuidad o modificación de la fabricación. También seguirá tratando órdenes de fabricación que no requieran trabajo en la célula afectada.
En cualquier caso, el motivo de la alarma y alarma se registrará tanto en el órgano de la célula como en el ordenador huésped de la planta para que se tenga en cuenta para el mantenimiento preventivo.
Sistema de control y gestión
C.I.M. Debido al objetivo didáctico del aula, las prácticas se pueden realizar a tres niveles diferentes: a nivel de planta (es decir, con todas las células funcionando), a nivel celular (con los elementos de una determinada célula en marcha) o a nivel individual del elemento (con un elemento de una determinada célula en marcha).

Para ello cada célula tiene su autonomía de funcionamiento y su propio ordenador personal. Gracias al software de ordenador personal, la célula puede funcionar a tres niveles diferentes.
A nivel individual de funcionamiento, un determinado elemento de la célula (control numérico, autómata, etc.) se emula como si estuviera conectado directamente al ordenador. Este nivel de funcionamiento permite mejorar los programas de control de los diferentes elementos.
En el funcionamiento a nivel celular se deben coordinar los trabajos a realizar por los distintos elementos de la célula. Estos trabajos son coordinados por la red de Petri.

En la fabricación a nivel de planta, los diferentes trabajos a realizar por las células se secuencian y se coordinan operaciones simultáneas en varias células en diferentes referencias. Para coordinar y secuenciar los trabajos de las diferentes células se utilizan las redes de Petri. En este nivel de funcionamiento un responsable puede ver el estado de la planta en cualquier momento en la pantalla.
Breve descripción de las células
Célula de transporte e identificación
La función de esta célula es el transporte de las piezas paletizadas al resto de células. Coge del almacén las piezas no trabajadas y tras completar todos los ciclos en diferentes células las transporta de nuevo hasta el almacén. En principio se transportan los palets y en cada palet van las piezas que componen el producto.

Esta célula consta de ordenador, dos cintas transportadoras y doce palets. Cada palet lleva una etiqueta con el destino de las piezas, fecha, recorrido completo, etc. Los palets se desplazan por fricción sobre cintas transportadoras.
Almacén
Esta célula tiene varias funciones. Coge materias primas fuera de almacén, deposita las materias primas del almacén en palets (para que luego las cintas transportadoras las lleven hasta las células), coge los productos terminados del palet y los deposita en el almacén, saca los productos acabados del almacén al exterior y realiza la gestión de los productos del almacén.
Además de la estructura del almacén, cuenta con un ordenador y un robot de cinco niveles de movimiento.
Mecanizado
La célula de mecanizado tiene como objetivo el mecanizado de las piezas de los palets. Está formado por una célula flexible con torno y fresadora que funcionan con control numérico. Además del ordenador, dispone de un robot para cargar y descargar piezas a las máquinas.
Debido a las limitaciones de tamaño y potencia tanto del torno como de la fresadora, no es posible mecanizar piezas de más de una medida, pero esto es C.I.M. no establece limitación alguna a los objetivos didácticos del aula.
Tratamientos

La función de esta célula es mejorar el acabado y el aspecto de los productos. Ordenador, robot de carga y descarga de mesa, bandejas, controlador de temperatura, recipientes para tratamientos, etc. los tiene. En esta célula se simulan los tratamientos.
Célula de inspección
En esta célula se mecaniza previamente y se controla la calidad de las piezas tratadas. Las piezas se maduran en el palet y en la cinta transportadora. Una cámara controla las piezas en dimensión y forma. Las piezas se iluminan y la cámara indica si está bien dimensionalmente o no.
Ordenador, cámara, sistema de visión artificial, etc. los tiene.
Montaje

En esta célula se montan las diferentes piezas que se han trabajado en la fabricación. En cada palet hay las piezas que hay que montar y el robot une y une los diferentes elementos del montaje. Ajuste de piezas, atornillado, etc. se realizan. Los tornillos tienen un alimentador extra en esta célula.
C.I.M. organización y coste del aula
El C.I.M. se ha completado gracias a 30 proyectos realizados en los últimos cuatro años en la Escuela Politécnica José María Arizmendiarrieta de Arrasate, liderados por cerca de 40 alumnos y alumnas por cinco profesores. Sala. Estos proyectos han trabajado diferentes apartados (informática, mecánica, electrónica, producción, etc.) Este año se ha puesto en marcha la Fabricación Integrada por Ordenador en la sala mencionada. Tras la formación del profesorado, en la Escuela Politécnica de Arrasate se ha comenzado a impartir clases a los alumnos de esta clase.

Han necesitado una inversión de 70 millones de pesetas (3 millones de libras) y materiales de 13 millones de pesetas (500.000 libras), entre otros, y en su financiación ha participado el Gobierno Vasco.
Conclusiones
C.I.M. Hay que reconocer que a través del aula se ha dado una nueva visión a los estudios de ingeniería. Se toma una visión más global de la empresa y desde los diferentes departamentos de la Escuela se ha fomentado la interdisciplinariedad del profesorado.
Los alumnos de aula también tienen más de un área en sus proyectos (informática, electrónica, producción, etc.) trabajan y adquieren una formación práctica más completa. Ahora pueden realizar la automatización completa de la empresa. Más que automatizar la producción y reducir los costes, en la actualidad se mira al control de la gestión de la producción.
Zu idazle
Zientzia aldizkaria

