

Steel: neither liquid, nor solid

Mondragon Unibertsitatea, CIE Automotive and CIC Margune collaborate to transfer the technology from the typhoon to the steel industry. In fact, laboratory sessions carried out to date have shown that tyxoconformation can be a real opportunity to work steel. "At the industrial level it is not yet used - the words are from Jokin Lozares, researchers who work in Mondragon Unibertsitatea on tyxoconformation. In the case of aluminium there was something, but today it is not too much done. Magnesium, on the other hand, is an industrial process called tixomolding. In the world of steel there is no one who manufactures pieces by tyxoconformation, so it is an innovative process".
--> See “Working with soft steel”, report of Teknopolis
From aluminium to iron
Jokin has mentioned aluminum. A few years ago, in Mondragon Unibertsitatea, a project was carried out to work the aluminum through the tyxoconformation. This is because the semi-liquid semi-solid state facilitates cutting and moulding. This semi-solid state makes the material special, as does the toothpaste, which is in solid form inside the pot, but which must be "liquefied" for extraction and re-compacting or increasing the viscosity when it is out to maintain its shape, that is, the cutting efforts decrease the viscosity increasing the fluidity and, when these efforts disappear, the viscosity returns to previous values. It is a typhotropic behavior that is obtained at a given temperature.
Aluminum is one of the most used metals in the industry - behind the iron - for its lightness and for its resistance despite its weight. However, traditional forging and injection are the most common ways to make aluminum parts, one in solid and one in liquid. Instead, its semi-solid state allows to obtain much more complex parts than forging, obtaining in turn a much lower porosity and better mechanical properties than when it is totally liquid.
First, the aluminum should be heated. Heat up to 700ºC and let cool. The secret is to beat the aluminum to 620ºC when it begins to solidify. It is placed in a magnetic field and as it is stirred, aluminum is acquiring a special structure, changing the size and shape of the grain or grain. Instead of the ramified and elongated dendritic structure that characterizes aluminum, a more rounded granular structure is obtained.

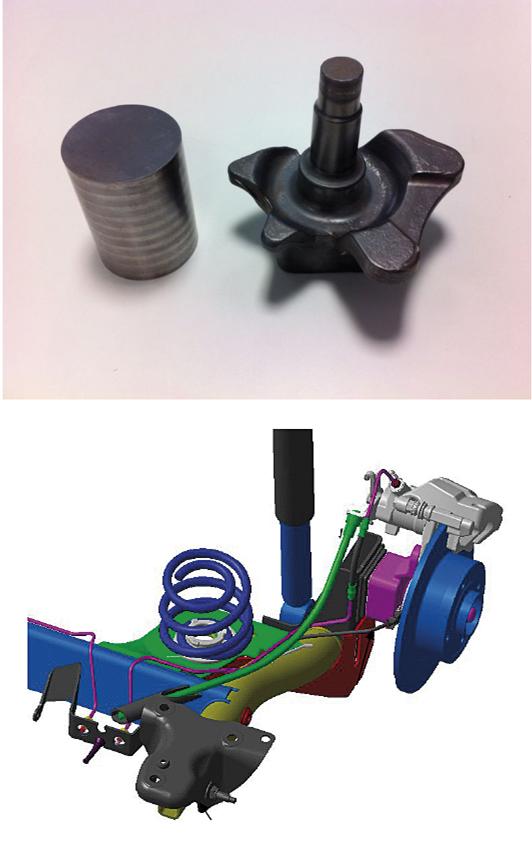
In Mondragon Unibertsitatea they are convinced that this method allows to obtain more complex and higher quality shapes than traditional forge, betting on it. The challenge now is steel, according to Jokin Lozares, and they are being tested with a real piece carried by the cars: "It is a piece that is placed in a certain model of car, a pivot located on the wheel on which goes, among other things, the disc brake. It is a critical piece of complex geometry".
It currently manufactures this piece in CIE Legazpia. Mikel Intxausti is responsible for the production of the Legazpi plant. "The process begins with a laminated bar. Cutting it we get a taco or steel taco. These tacos are loaded into the installation and heated to 1,250 degrees in an induction furnace. Then, in a mechanical press of about 2,500 tons, the first blow is given and the stem is removed. We give a second blow to the watchman, from which comes a similar form to that of the final. With a third stroke the finished piece leaves and next to it the burrs are removed in another mechanical press until getting the final piece".
From 3 to 1 stroke
The technique that is being worked on Mondragon Unibertsitatea is shorter than that of Lantegi. "We do it in a single stroke," says Jokin Lozara-, "that is, the process that today needs three steps is done in one. Heat the palanquilla of almost three kilos in the oven. Once heated, the palanquilla is placed in the mold and formed with a press in a single stroke".
According to the researcher of Mondragon Unibertsitatea, in addition to facilitating the process, this technique has saved material. If compared with the piece made in Forja, in the process of tixoconformation there is a savings of 20-25% in the weight of the piece, among other reasons for the absence of burr.
According to Jokin Lozares, temperature is the key to shaping steel well: "In our case we put liquid between 15 and 20% of the palanquilla, leaving the rest in solid state. When the force is applied, the viscosity of the material decreases, it becomes softer. And that's what allows you to make the piece in one step."
They place the steel at about 1,400 °C, 200 °C more than in the conventional forge. In the warm forge everything is solid, never passes to liquid state. Due to the need for homogeneous heating in the tyxoconformation, they have had problems maintaining the steel at a homogeneous temperature, without melting it, since it has been difficult for them. "But we have overcome it," says Lozara-. Temperature is the critical factor".
Although they have already exceeded the fluctuations of the temperature, throughout the process they have had other difficulties. According to Lozares, the duration of the dies has been one of them. "In fact, there is a great difference in temperature between the die and the palanquilla, one at 300 degrees and the other at 1,400 degrees. During the strength of the press a strong thermal shock occurs and the consequent thermal fatigue causes cracks".
The reduction of the duration of the die has not been a problem of any kind and to combat it have been used wax sprays. In this way, the thermal problems have been solved, but the wax remains can also be glued to the die.
Typhotropic behaviors are not new. XX. They have been known since the 1970s. Ceramists, for example, know very well the typhotropic behavior. In the steels began to be studied from the 80s. Mondragon Unibertsitatea wants to get further: "We are now working with steel to see how to manage these high temperatures and we are also thinking of jumping to other materials with higher melting temperature, such as titanium."
The challenge of the laboratory to the workshop

In the laboratory it is looking far away, but according to Mikel Intxausti you still have to work more tixoconformation before entering the workshop. "He is not yet fully involved in the process," says Intxaustik-. If in Tixoforja there are some difficulties to be able to forge completely industrially, it should be noted that the duration of the dies is a great problem and that the second is to obtain adequate mechanical characteristics of the pieces. In the laboratory we are advancing in the way, but still can not be incorporated into the productive process". Therefore, there is still a way to go.
Jokin Lozares also speaks like this. "The tyxostructure allows us to build thinner steel walls, the possibility of making more nerves, more precise surfaces, that is, the ability to make complex parts. Unlike the forge, we will make more complex pieces, but not as complex as those obtained by casting. Less material is also used, the same initial palanquilla is 20-25% lower and no burr occurs in the process. As for the mechanical characteristics, the parts have better mechanical properties than in casting, but worse than forges. That's the challenge."
The project is pending to improve the characteristics of the parts and adjust the production process to the industry. The president of CIC Margune, Iñigo Loizaga, however, sees with good eyes the project: "Tixoconformation is not new, but it has not advanced enough. When we began to show our interest in this topic, at the University of Aachen, a referent in Europe, we were told that we would find big drawbacks. And we have had them, but not so much. In a reasonable time we are getting optimistic results with complex parts. The company itself has seen that tixoforja can move from laboratory to manufacturing. Not only that, but we have realized that we can go beyond the automotive and steel, for example, to the aeronautics, with materials basically of titan".
In addition, from the point of view of the CIC, Iñigo Loizaga affirms that the experience is being excellent. "Since tyxoconformation is a relatively large technological leap, it is essential to involve basic research researchers, but with a very competitive and totally traditional vision of the forging industry," he said.
Both worlds, the research and industry needs, the collaboration between company and university, recognize that it has not been easy, since the forms of work are very different. However, they have managed to form a team that has been together for years, agile and dynamic, which leads them to see that things are coming out. "We see that it has a future, if we overcome the remaining difficulties, if we break the barriers, we will have an advantage that will help us to be more competitive," said Loizaga.
Zu idazle
Zientzia aldizkaria

