

Systèmes flexibles : composant CAO/FAO
Introduction


Pour référence, le CAO est équipé de fonctions de conception et de dessin assisté par ordinateur.
D'autre part, le CAM analyse les processus et prépare les données de machine, usinage, montage, inspection à l'aide de l'ordinateur.
Avec l'augmentation du coût des machines avec une technologie de pointe, la solution économique réelle nécessiterait trois postes de travail. Mais l'amélioration de la qualité de vie est de plus en plus contre le troisième tour de travail.
Par conséquent, si l'on veut couvrir les coûts des installations et des machines, un fonctionnement le plus indépendant possible de la main-d'œuvre est nécessaire.
L'une des solutions les plus fixes est l'automatisation flexible de la production, l'utilisation de systèmes flexibles.
Sous le FMS, il existe des machines, systèmes et équipements à microprocesseur de haute et basse complexité qui répondent aux exigences suivantes des processus de travail:
- Flexibilité : c'est la capacité d'une machine ou d'un système à exécuter automatiquement différents types de produits.
Reprogrammabilité: la personne responsable du système, qui est la facilité d'adapter ce système à un nouveau produit.
Dans quels domaines technologiques s'appliquent les systèmes flexibles ?
Grâce au microprocesseur, la plupart des machines ont automatisé leurs cycles de travail. Ainsi, rectifieuses, plieuses, poinçonneuses, cintreuses de tubes, cisailles, scies, presses de remplissage, etc. (sans oublier les centres d'usinage et de tournage).
Dans ce vaste champ, nous limitons notre explication à l'usinage de pièces de démarrage de copeaux. Nous analyserons, entre autres, cinq domaines:
- Machine dirigée par CD.
- Élimination automatique des copeaux
Révision en processus
Changement automatique d'outil
Transfert automatique des pièces
Machines gérées par CD
La fabrication flexible a encouragé les fabricants à examiner la conception des structures et des calculs. Il faut donc tenir compte des caractéristiques suivantes:
- Rigidité des structures, minimisant les déformations provoquées par l'effet statique et dynamique.
- Usinage précis et contrôle géométrique des plans de fixation et des voies de roulement, pour optimiser les parallèles et les jonctions.
Aujourd'hui, la plupart des centres d'usinage et de tournage sont construits sur la base de châssis modulaires, largement dimensionnés et nervés en châssis. Les calculs sont effectués par ordinateur et les changements thermiques sont pris en compte pour éviter les déformations inattendues.
Les déplacements sont effectués par des patins de roulement minimisant les parasols de conducteur. Chaque arbre de translation est équipé d'une vis à billes. La vis est ajoutée sans torsion et sans relâche à un moteur sans réducteur. La position est contrôlée par des capteurs.
Audit en cours
Il semble que la tendance de l'inspection automatisée est d'éliminer le contrôle final. Les pièces sont contrôlées pendant le processus de fabrication. Les fonctions ci-dessous sont basées sur plusieurs capteurs/palpeurs de direction. Ces derniers sont formés par un corps et un coin.
a) Mesure automatique des pièces en cours L'outil
est remplacé par un palpeur électronique de mesure et la pièce est retenue en plusieurs points. Les
signaux émis sont envoyés au CD et celui-ci ordonnera les changements de programme nécessaires.b) Réglage automatique
des outils Un autre palpeur contrôle l'outil avant et après le travail. Éloigné du copeau et du liquide de refroidissement et soumis au châssis de la machine.c) Contrôle de la vie de l'outil
Si un outil fonctionne automatiquement et flexible, vous pouvez surmonter votre vie théorique. Pour éviter ce problème, après avoir travaillé pendant un certain temps, l'outil change.d) Alignement automatique
de la pièce Lors de l'usinage de plusieurs pièces, la position de la pièce doit être maintenue par rapport au plan de travail. Il suffit de toucher la pièce avec un capteur en deux points pour que le CD puisse calculer l'erreur angulaire et effectuer les corrections nécessaires.e) Compensation des différences
thermiques Les erreurs d'usinage sont souvent dues à des variations thermiques. Ces phénomènes ne sont pas faciles à mesurer. Cependant, des données approximatives peuvent être obtenues au moyen de capteurs et de palpeurs.f) Contrôle adaptateur
Dans ce domaine, le contrôle de la puissance de coupe du moteur principal est suivi. Ainsi, même si l'outil souffre d'usure, modifier l'avance peut maintenir les conditions de coupe sans modifier la charge maximale du moteur.
Changement automatique des outils
Un manipulateur ou un automatisme change l'outil comme le CD l'indique. Le changement est effectué une fois la durée de vie de l'outil terminée ou lorsque vous pouvez terminer dans l'usinage d'une pièce.
Changement automatique des pièces. Robot industriel
Dans les centres d'usinage on utilise le carrousel à bâtons pour le changement de pièces.
Un robot manipulateur suffit dans les centres de tournage. Pas de huit ou dix axes, mais de quatre ou plus.
Élimination automatique des copeaux
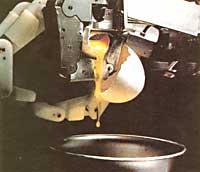
L'un des facteurs les plus importants à prendre en compte est l'élimination des copeaux dans un système sans surveillance.
Il n'y a pas de solution pour éliminer les copeaux du stand, mais les facteurs suivants nous aideront:
- Utiliser abondant liquide de refroidissement Changer la viscosité
- Combine la brosse mécanique avec la douche à huile.
du liquide de refroidissement Changer
la position et la quantité des évents Mélanger le jet d'air avec les douches à huile Utiliser le temps nécessaire pour surmonter ce
problème, car il peut alors s'avérer coûteux.
Cellule flexible
Il existe de nombreuses constructions cellulaires, mais bien que la plupart soient automatiques, elles ne sont pas flexibles. Quand on ajoute à une cellule automatique le mot flexible, les lots de pièces qui y passent sont minimes et le lot peut être unitaire. Pour répondre à cette forme de production, les machines CD doivent être complétées par les domaines suivants et les performances technologiques:
- Identification automatique des pièces à l'entrée de la cellule par des systèmes détournés (vision, toucher,...).
- Mini-ordinateur avec contrôle cellulaire complet
Transfert automatique de pièces entre machines.
Les machines, déjà sans carrousel à palettes, sont situées à côté d'un robot industriel. Ce robot doit avoir les particularités et caractéristiques de contrôle suivantes
- axes pour 6 niveaux de
liberté - structure polaire, cartésienne ou articulée
- capacité de charge 40/60
kg - mains interchangeables
Inspection automatique
Ateliers flexibles
Ces ateliers ont plusieurs cellules souples avec plusieurs machines de CD.
Dans ce type d'ateliers, les facteurs suivants seront pris en compte:
- Transport interne automatisé : robot/chariot est utilisé pour cela. Il est utilisé pour le transport de pièces et d'outils.
- Contrôle complet du pied: il peut y avoir un ou plusieurs mini ordinateurs. Une orientée vers la fabrication en usine et une autre vers la gestion de production et de dépôt.
Dépôts automatiques: entretien par ordinateur et dépôt automatique, mise à jour de l'inventaire.
Dernières chaîne
Les systèmes flexibles affectent pleinement le champ des machines-outils. L'importance de ce secteur dans le Pays Basque est connue. Bien que la crise ait frappé nos entreprises depuis le milieu du 19ème siècle, il semble que certaines entreprises commencent à renaître. Réduction du travail, innovation technologique, etc. ont été nécessaires. En définitive, la productivité s'est améliorée et il est très rare de voir des machines sans contrôle numérique. La plupart ont intégré ce système.
Mais en 1992 un autre loup noir menace notre économie, c'est-à-dire que les États membres de l'Union économique européenne constitueront un marché libre. Par conséquent, les droits qui protègent certains produits disparaîtront. Entre autres choses, l'Espagne apparaîtra dans cette situation et, bien sûr, Euskal Herria aussi. Par conséquent, la compétitivité augmentera au niveau péninsulaire par l'influence des entreprises étrangères et si l'on veut survivre, il faudra améliorer la productivité.
Cette amélioration viendra de la main des systèmes flexibles. Oui, chaque entreprise ou produit aura besoin de ses propres systèmes. En outre, les coûts de conception et de localisation d'un système flexible sont excessifs pour les petites et moyennes entreprises. Il est vrai que les Centres de Recherche du Pays Basque ont dirigé leurs recherches sur cette ligne, mais dans d'autres pays il en est de même. Par conséquent, l'avenir peut être sombre si les chercheurs et les politiciens de notre pays ne correspondent pas.
Zu idazle
Zientzia aldizkaria

