

Sistemes flexibles: component de CAD/CAM
Introducció


Com a referència, el CAD està equipat amb funcions de disseny i dibuix assistit per ordinador.
D'altra banda, el CAM analitza els processos i prepara les dades de màquina, mecanitzat, muntatge, inspecció amb ajuda de l'ordinador.
Amb l'augment del cost de la maquinària amb tecnologia avançada, la solució econòmica real requeriria tres torns de treball. Però la millora de la qualitat de vida està cada vegada més en contra del tercer torn de treball.
Per tant, si es vol cobrir els costos de les instal·lacions i maquinària, es requereix un funcionament el més independent possible de la mà d'obra.
Una de les solucions més fixes és l'automatització flexible de la producció, l'ús de sistemes flexibles.
Sota el FMS existeixen màquines, sistemes i equips amb microprocessador d'alta i baixa complexitat que compleixen els següents requisits als processos de treball:
- Flexibilitat: és la capacitat d'una màquina o sistema per a executar de manera automàtica diferents tipus de productes. Reprogramabilidad: la persona responsable del sistema, que és la facilitat d'adaptar aquest sistema a un nou producte.
En quines àrees tecnològiques s'apliquen els sistemes flexibles?
Gràcies al microprocessador, la majoria de les màquines han automatitzat els seus cicles de treball. Així, rectificadores, plegadores, punzonadoras, curvadoras de tubs, cisalles, serres, premses d'embutición, etc. (sense oblidar els centres de mecanitzat i tornejat).
Dins d'aquest ampli camp, limitem la nostra explicació al mecanitzat de peces d'arrencada d'encenall. Analitzarem, entre altres, cinc àrees:
- Maquinària dirigida per CD. Revisió en procés Canvi automàtic d'eina Transferència automàtica de peces
- Eliminació automàtica d'encenalls
Maquinària dirigida per CD
La fabricació flexible ha animat als fabricants a revisar el disseny d'estructures i càlculs. Per tant, cal tenir en compte les següents característiques:
- Rigidesa de les estructures, minimitzant les deformacions provocades per l'efecte estàtic i dinàmic.
- Mecanitzat precís i control geomètric dels plans de fixació i de les vies de rodadura, de manera que s'optimitzin els paral·lelismes i unions.
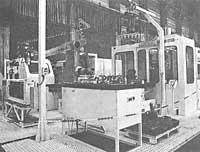
Avui dia la majoria dels centres de mecanitzat i tornejat es construeixen sobre la base de xassissos modulars, àmpliament dimensionats i nervats en xassissos. Els càlculs es realitzen per ordinador i es tenen en compte els canvis tèrmics per a evitar deformacions inesperades.
Els desplaçaments es realitzen mitjançant patins de rodament minimitzant les folgances de conductor. Cada eix de translació està equipat amb un caragol de bola. El caragol s'afegeix sense torsió i sense folgança a un motor sense reductor. La posició es controla mitjançant captadors.
Auditoria en procés
Sembla que la tendència de la inspecció automatitzada és eliminar el control final. Per a això es controlen les peces durant el procés de fabricació. Les funcions que s'indiquen a continuació es basen en múltiples sensors/palpadores de direcció. Aquests últims estan formats per un cos i un tascó.
a) Mesurament automàtic de peces en procés Se substitueix l'eina per un palpador electrònic de mesura i es reté la peça en diversos punts. Els senyals emesos s'envien al CD i aquest ordenarà els canvis de programa necessaris.
b) Ajust automàtic d'eines Un altre palpador controla l'eina abans i després de treballar. Allunyat de l'encenall i del líquid de refrigeració i subjecte al xassís de la màquina.
c) Control de la vida de l'eina Si una eina treballa de manera automàtica i flexible, pot ser que pugui superar la seva vida teòrica. Per a evitar aquest problema, després de treballar durant un temps determinat, l'eina canvia.
d) Alineació automàtica de la peça En el mecanitzat de diverses peces, s'ha de mantenir la posició de la peça respecte al pla de treball. N'hi ha prou amb tocar la peça amb un sensor en dos punts perquè el CD pugui calcular l'error angular i realitzar les correccions necessàries.
e) Compensació de diferències tèrmiques Moltes vegades els errors en el mecanitzat es deuen a variacions tèrmiques. Aquests fenòmens no són fàcils de mesurar. No obstant això, mitjançant sensors i palpadores es poden obtenir dades aproximades.
f) Control adaptador
En aquest camp se segueix el control de la potència de tall del motor principal. Així, encara que l'eina sofreixi desgast, modificant l'avanç es poden mantenir les condicions de tall sense modificar la càrrega màxima del motor.
Canvi automàtic d'eines
Un manipulador o automatisme canvia l'eina segons ho indiqui el CD. El canvi es realitza una vegada finalitzada la vida de l'eina o quan es pot acabar dins del mecanitzat d'una peça.
Canvi automàtic de peces. Robot industrial
En els centres de mecanitzat s'utilitza el carrusel de pals per al canvi de peces.
En els centres de tornejat és suficient un robot manipulador. No de vuit o deu eixos, sinó de quatre o més.
Eliminació automàtica d'encenalls
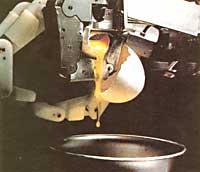
Un dels factors més importants a tenir en compte és l'eliminació d'encenalls en un sistema sense supervisió.
No hi ha solució per a eliminar els encenalls de l'estand, però els següents factors ens ajudaran:
- Utilitzar abundant líquid de refrigeració Canviar la viscositat del líquid de refrigeració Canviar la posició i quantitat dels respiradors Barrejar el doll d'aire amb les dutxes d'oli Utilitzar el temps necessari per a superar aquest problema, ja que després pot resultar car.
- Combina el raspall mecànic amb la dutxa d'oli.
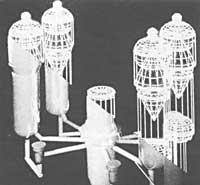
Cèl·lula flexible
Hi ha moltes construccions cel·lulars, però encara que la majoria són automàtiques, no són flexibles. Quan a una cèl·lula automàtica se li afegeix la paraula flexible, els lots de peces que passen per ella són mínims i el lot pot ser unitari. Per a poder donar resposta a aquesta forma de producció, les màquines CD han de complementar-se amb les següents àrees i prestacions tecnològiques:
- Identificació automàtica de peces a l'entrada de la cèl·lula mitjançant sistemes desderdinados (visió, tacte,...). Transferència automàtica de peces entre màquines. Les màquines, ja sense carrusel de paletes, se situen al costat d'un robot industrial. Aquest robot ha de tenir les següents particularitats i característiques de control - eixos per a 6 nivells de llibertat - estructura polar, cartesiana o articulada - capacitat de càrrega 40/60 kg - mans intercanviables Inspecció automàtica
- Miniordinador amb control cel·lular complet
Tallers flexibles
Aquests tallers compten amb diverses cèl·lules flexibles amb diverses màquines de CD.
En aquesta mena de tallers es tindran en compte els següents factors:
- Transport intern automatitzat: per a això s'utilitza robot/carro. S'utilitza per al transport de peces i eines. Dipòsits automàtics: manteniment per ordinador i dipòsit automàtic, actualitzen l'inventari.
- Control complet del peu: pot haver-hi un o diversos mini ordinadors. Una orientada a la fabricació en fàbrica i una altra a la gestió de producció i dipòsit.
Últimes ordit
Els sistemes flexibles afecten plenament el camp de les màquines eines. És coneguda la importància d'aquest sector al País Basc. Encara que la crisi ha atropellat a les nostres empreses des de mitjan segle XIX, sembla que algunes empreses comencen a ressorgir. Reducció de mà d'obra, innovació tecnològica, etc. han estat necessàries. En definitiva, la productivitat ha millorat i és molt estrany veure maquinària sense control numèric. La majoria té integrat aquest sistema.
Però en 1992 un altre llop negre amenaça la nostra economia, és a dir, els Estats membres de la Unió Econòmica Europea constituiran un mercat lliure. Per tant, els aranzels que protegeixen certs productes desapareixeran. Entre altres coses, Espanya apareixerà en aquesta situació i, per descomptat, Euskal Herria també. Per tant, la competitivitat augmentarà a nivell peninsular per la influència de les empreses estrangeres i si es vol sobreviure caldrà millorar la productivitat.
Aquesta millora vindrà de la mà de sistemes flexibles. Això sí, cada empresa o producte necessitarà els seus propis sistemes. D'altra banda, els costos de disseny i ubicació d'un sistema flexible són excessius per a les petites i mitjanes empreses. És cert que els Centres de Recerca del País Basc han dirigit les seves recerques a aquesta línia, però en altres països està ocorrent el mateix. Per tant, el futur pot ser fosc si els investigadors i polítics del nostre País no coincideixen.
Zu idazle
Zientzia aldizkaria

